Schluss mit 3D Druck Problemen – über 20 Druckfehler & Lösungen von 3D Poesie – lies weiter
Schluss mit 3D Druck Problemen – über 20 Druckfehler & Lösungen von 3D Poesie – lies weiter
📑Inhaltsverzeichnis
👉 #2 Schiefer, verschobener, verzerrter Druck
👉 #4 Radien am Boden stellen sich auf
👉 #5 Druck stürzt teilweise ein
👉 #6 Elefantenfuss (elefant foot)
👉 #7 Es kommt kein Material aus der Düse
👉 #8 Über Extrusion (over-extrusion)
👉 #9 Unter Extrusion (under-extrusion)
👉 #11 Lücken in den obersten Schichten
👉 #12 Oberfläche hat Narben, Kratzer
👉 #13 Grosse Objekte haben Risse an der Seite
👉 #14 Beulen / Löcher im Objekt (Pillowing Effekt)
👉 #15 Fadenbildung (Stringing)
👉 #16 Filament-Linien statt glatter Boden
👉 #17 Falsch ausgerichtete Schichten
👉 #18 Z-Naht (Z-Seam) auf der Oberfläche
👉 #19 Druckteil schrumpft zu sehr
“3D Druck Probleme” Ade! Mit diesem ständig aktualisiertem Guide kannst du auch schwierige 3D Druck Probleme Lösen. 20 Druckfehler mit Ursache und Lösung warten darauf erkundet zu werden. Nutze das Inhaltsverzeichnis um schneller voran zu kommen. Löse jetzt deine Druck Probleme. Lies weiter.
über 20 Druck Probleme & Lösungen mit denen Druckfehler der Vergangenheit angehören – jetzt weiterlesen
Willkommen zu unseren häufigsten 3D Druckfehlern inklusive Lösungsvorschlägen. Um vorzugreifen, häufig sind 3D Druck Probleme von einem zum anderen Filament unterschiedlich. Aus diesem Grund, haben wir weitere detaillierte 3D Druck Problem Beiträge unter den Druck Problemen Verlinkt. So kommst du auf jeden Fall zu einer Lösung. Navigiere dich von zu Problem zu Problem mit dem Inhaltsverzeichnis oder Scrolle einfach. Viel Spass beim weiterlesen.
3D Druck Probleme Buchempfehlung
3D Printing Failures, klicke auf das Bild
Wähle dein 3D Druck Problem:

Problem: Infill nicht voll.
Ursache:
- Der Drucker fährt zu schnell über den Infill.
- Der Drucker fördert zu wenig Material.
Lösung:
3D Druck Problem #2: Schiefer/ verzerrter / verschobener Druck

Problem:
- Schichten vom Druck sind schief/ verzerrt / verschoben
Ursache:
- Druckplatte verschiebt sich bei Druckbewegungen
- falsche Befestigung der Riemenscheiben
- ungenaue Ausrichtung der X- und Y Achse
- Druckkopf hat zu viel Mühe beim Ausführen einer Bewegung
Lösung:

Problem: Boden vom Druck biegt sich nach oben, liegt nicht mehr auf der Druckfläche.
Ursache:Material kühlt zu schnell ab, zieht sich zusammen, zudem biegen sich Kanten nach Oben, wodurch ein unschönes Bild entsteht.
Lösung:
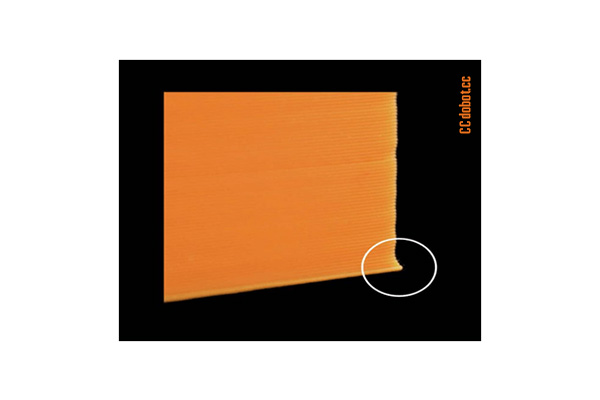
3D Druck Problem #4: Überhänge/ Radien am Boden stellen sich auf (Curling).

Problem: Radien am Boden stellen sich auf wodurch ein unschönes Bild entsteht.
Ursache: Material zu Heiss, Kunststoff findet dadurch keinen halt.
Lösung:
immer noch nicht zufrieden?
Problem: Teile vom brechen ein.
Ursache:
- Druckbett zu Heiss.
Lösung:
- Druckbett Temperatur senken
Problem: Es bildet sich eine Materialwulst am Boden, welche breiter als andere Schichten ist, dadurch sieht die erste Schicht wie ein Elefantenfuss aus.
Ursache:
- zu kleiner Abstand von Düse zu Druckbett
- Druckbett Temperatur zu Heiss, Material ist noch zu “Plastisch”, und kann die darüber liegende Schicht nicht halten.
Lösung:
3D Druck Problem #7: Es kommt kein Material aus der Düse

Problem: Der Extruder dreht, zieht Filament ein, aber es kommt kein Material aus der Düse.
Ursache: Düse verstopft, durch zum Beispiel verkohltes Material, oder wegen Verwendung eines falschen Düsen-Durchmesser’s bei Anwendung zu grober Materialien wie zum Beispiel Holz-Filament.
Lösung:
3D Druck Problem #8: Über Extrusion (over-extrusion)
Problem: Es kommt zu viel Material aus der Düse.
Ursache:
- Slicer Einstellung Falsch.
- Extruder Falsch Kalibriert.
- Wiedereinzugesgeschwindigkeit reduzieren.
Lösung:
Problem: Es entstehen Risse, nicht voll ausgedruckte Stellen.
Ursache:
- Es wird nicht schnell genug Material gefördert wegen Falscher Slicer Einstellung, oder Probleme bei der Material Zufuhr.
- Filament Durchmesser im Slicer falsch.
- Düse Verunreinigt, Beschädigt.
- Extruder Falsch Kalibriert.
Lösung:
Problem: Mitten im Druck fehlen Teile der Schicht.
Ursache:
- Falscher Material Durchmesser im Slicer hinterlegt.
- zu wenig Material wegen Schwankungen im Filament-Durchmesser.
- Material Zufuhr ist behindert da die Rolle beim Drehen stockt, weil sie ein Hindernis überwinden muss. Der Extruder hat zu wenig Kraft um die Rolle rechtzeitig zum Drehen zu bringen, um genug Material während der Bewegung fördern zu können.
- Y-Achse bewegt sich schwergängig.
- starke Verschmutzung, Verschleiss an den Schienen oder Lagern.
- Extruder ist Falsch kalibriert
Lösung:
Problem: Oberste Schichten haben Löcher.
Ursache:
- Zu wenig massive Schichten wodurch das gedruckte Filament druchhängt.
- Glätten, Bügeln aktiviert? Bei PETG kann durch das Glätten in verbindung mit zu wenig Schichten ebenfalls auftretten.
Lösung:

Problem: Kratzer, Narben auf der Druck-Oberfläche.
Ursache:
- Düse zerkratzt wegen Beschädigung oder durch zu wenig Abstand die Oberfläche.
- Düse zieht Fäden.
Lösung:
Problem: Grosse Objekte haben an den Seiten Risse.
Ursache: Zu wenig Temperatur. Obere Schichten kühlen schneller ab, weil die Druckbetttemperatur nicht bis nach oben ausreicht. Durch das schnellere abkühlen bilden sich die Risse im Material.
Lösung:
Problem: Unschöne Beulen, Löcher an den Seiten des 3D Objekts.
Ursache:
- Falsche Kühlung
- Oberfläche zu Schwach.
Lösung:
3D Druck Problem #15: Fadenbildung (Stringing)
Problem: Düse zieht Fäden zwischen den Drucken.
Ursache: Wenn der Drucker über freie Flächen fährt (travel move), fliesst Material aus der Düse welche einen Faden Bilden.
Lösung:
Problem: Am Boden sieht man teilweise Filament-Linien anstatt einer sauberen. glatten Fläche.
Ursache: Abstand zwischen Düse zu Druckbett falsch kalibriert.
Lösung:
3D Druck Problem #17: Falsch ausgerichtete Schichten
Problem: Verschobene Schichten Mitten im Objekt.
Ursache:
- Zahnriemen locker
- Druckplatte lässt sich Verschieben.
- Schienen sind krumm.
Lösung:
3D Druck Problem #18: sichtbare Z-Naht auf der Oberfläche (Z-Seam)
Problem: Oberfläche hat eine Z-Naht.
Ursache:
- Falsch eingestellte Druck-Temperatur
- zu schnelle Druck Bewegungen
- Retract falsch eingestellt, Unter- bzw. Über-Extrusion
- Z-Naht entsteht durch Schichtwechsel, dabei beginnt der Drucker mir Aussenseite, anstatt mit der Innenseite .
Lösung:
3D Druck Problem #19: Druckteil schrumpft zu sehr
Problem: Druckteil ist kleiner als der Soll-Wert.
Ursache:
- Druckkopf fährt zu schnell über das Bauteil.
- Druckteil zu klein Konstruiert
- Das material ist nicht für genaue Drucke geeignet (zu schlechte Filament-Qualität)
Lösung:
3D Druck Problem #20: 3D Druck Haftet nicht

Problem: Druck löst sich vom Bett.
Ursache:
- Druckbett falsch gelevelt
- zu starke Temperatur Unterschiede von Bett zu Bauteil (bei PETG reichen schon geringe um den Druck zu lösen)
- Zugwind löst zuerst die Kanten vom Bauteil, dann geht Haftung komplett Verloren.
- Haftung der Druckplatte schlecht
Lösung:
3D Druck Problem #21: Pickel/ Tropfen auf der Druck-Oberfläche (Blobs & Zits)
Problem: Druck-Oberfläche hat Pickel/ Tropfen.
Ursache:
- Filament Feucht
- Falscher Filament-Druchmesser im Slicer hinterlegt
- Druck-Temperatur zu Hoch
- Über-Extrusion?
- Es fliesst nach dem zurückziehen Filament nach.
- Die Aussenlinien/ Konturen sind zu viel, Wandstärke zu gering. Dadurch wird Material nach Aussen gedrückt.
- zu viel Druck im Extruder, Pickel entsteht am Ende eines Layers
Lösung:
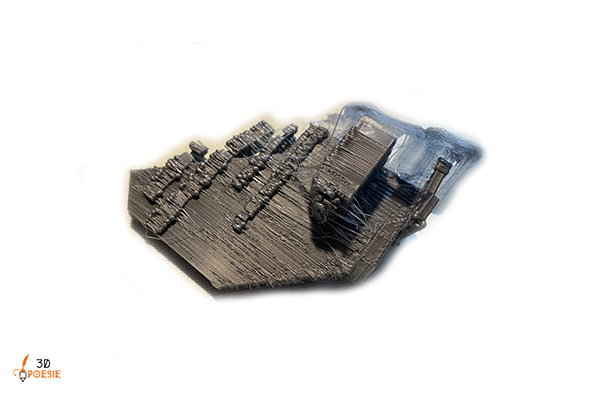
3D Druck Problem #22: Stützstruktur ist mit Druckteil “Verschmolzen”
Problem: Stützstruktur ist so Stark, dass diese mit dem Teil “Verschmilzt”, und sich nur mit Beschädigungen am Druckteil lösen lässt.
Ursache:
- Stützstruktur zu nah am Bauteil
- zu Hohe Drucktemperatur
- Stützstruktur Platzierung Verändern (zum Beispiel durch das Support-Tool im Prusaslicer
- Überflüssige Stützstrukturen werden zu knapp am Bauteil gedruckt
Lösung:
Dir hat unser Beitrag gefallen? Gib uns einen Like o. Teile den Beitrag! Du hast Fragen o. es hat etwas gefehlt? Schreib uns einen Kommentar! Wir Freuen uns auf dich, bis zum nächsten mal!
Unsere 3D Produkte
-
 3D Jake Gewindeeinsätze 3D Druck
5,94 €
3D Jake Gewindeeinsätze 3D Druck
5,94 €
inkl. MwSt.
-
 Kaufe Wizzards Voodoo von Fillamentum - Blaues Filament mit Lila Schimmer und Glitter Effekt
Kaufe Wizzards Voodoo von Fillamentum - Blaues Filament mit Lila Schimmer und Glitter Effekt
Kein Mehrwertsteuerausweis, da Kleinunternehmer nach §19 (1) UStG.
-
 PLA Extrafill Gold Happens von Fillamentum - Goldenes Filament mit Glitter-Effekt - lies weiter
26,99 €
PLA Extrafill Gold Happens von Fillamentum - Goldenes Filament mit Glitter-Effekt - lies weiter
26,99 €
Kein Mehrwertsteuerausweis, da Kleinunternehmer nach §19 (1) UStG.
-
 Vertigo Cherry von Fillamentum jetzt günstig kaufen
26,99 €
Vertigo Cherry von Fillamentum jetzt günstig kaufen
26,99 €
Kein Mehrwertsteuerausweis, da Kleinunternehmer nach §19 (1) UStG.
-
 Buch: 3D Printing Failures 2022 Edition - Diagnose, beheben von allen Desktop 3D Drucker Fehlern
0,00 €
Buch: 3D Printing Failures 2022 Edition - Diagnose, beheben von allen Desktop 3D Drucker Fehlern
0,00 €
inkl. MwSt.
Neueste Kommentare